Chris...could you make that part of your carriage in 2 pieces? The top piece would have a hole for the router that was slotted so you can tighten it to the router. The bottom piece would have a hole for the router but no slot. This bottom piece would also hold your bushings that the pins run through. Then you put a couple of screws through both pieces to hold them together. I am terrible a describing this stuff...here is a picture. Hopefully this will make more sense.
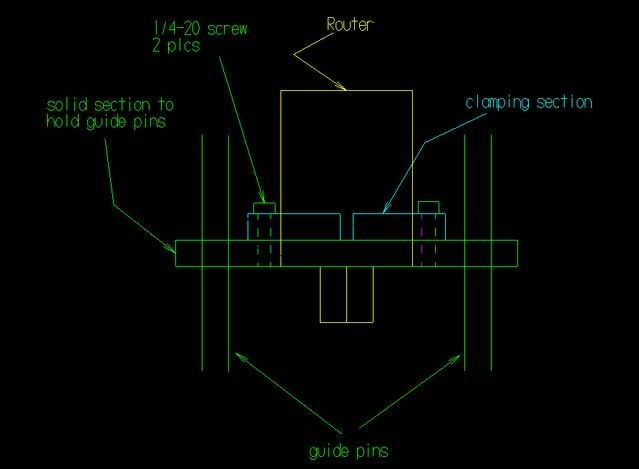
By doing this your guide pins will be going through a piece of plastic that can't flex because you don't have a slot in it.
